


过波峰焊治具托盘倒角技术指示
DIP过炉载具、DIP过炉治具、波峰焊过炉载具、波峰焊过炉夹具、波峰焊载具
|
主题 |
DIP波峰焊托盘治具倒角规范 |
||
|
适用范围 |
公司制作波峰焊治具时的倒角作业 |
有效期 |
长期 |
|
分发部门 |
市场部、生产部、品质部 |
||
|
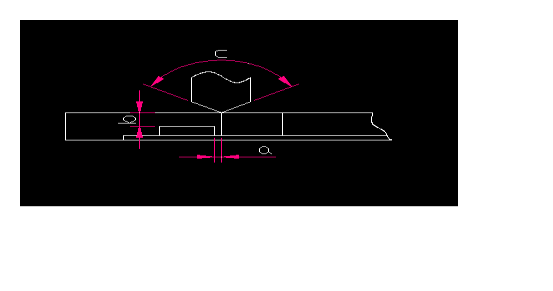
一、 目的:规范波峰焊治具制作时的倒角大小,保证客户用载具时上锡的效果,提高产品的品质。 二、倒角刀的选择 按照使用的要求,一般选用130度、120度、90度的倒角刀。 三、倒角深度的计算 四、 这个刀具要下多深才会碰到内框呢?根据几何三角函数可以计算的出深度x=b+a/tanc/2但是实际中的刀具不可能是个尖角,所以要相对于倒角边偏移一个距离d,倒角边也还要留一个倒角厚度e ,那x=b+tanc/2+d/tanc/2-e 1. X:倒角实际深度 2. B:板背面至型腔底部的距离 3. A:倒角边至型腔边的距离 4. C:倒角刀角度 5. D:刀具中心偏离倒角边的距离 6. E:倒角预备厚度(一般为0.3)
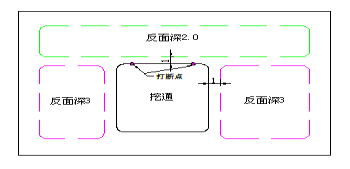
举例如下: 两个区域离得很近,先要进行打断,再在靠近浅的挖通边距离深的区域一个刀具半径的地方打断,然后计算深度进行倒角,比如用直径15MM130度的倒角刀,那倒角深度为 反面深2的边=(6-2)+1/tan130/2+0.3tan130/2-0.3=4.3mm 反面深3的边=(6-2)+1/tan130/2+0.3/tan130/2-0.3=3.62mm 以上是以刀夹偏移0.3来计算的。 l备注: 1.正切tan a=直角三角形的对边与领边之比 2.tan65度=2.14 tan60度=1.73 tan45度=1 五、打断点的计算 倒角要倒得好。打断是关键,计算方法与倒角深度的计算方法大同小异,同样用正切三角函数来计算。我们应该在靠近反面深2的挖通边与反面深3一个距离打断,这个距离L等于板厚M减去区域深度b再乘以1/2刀具角度c的正切值再加安全系数e L=(m-b)×tanc/2+e L:打断距离 m:板厚 b:区域深度 c:倒角刀具度 e:安全系数(一般为0.3mm) |
|||
同类文章排行
- 手动VS气动VS自动化:不同产能下测试治具怎么选?
- 测试治具误报率高?可能是这3个细节没做好
- 气密性测试治具设计要点:如何做到0漏测?
- PCBA测试治具探针怎么选?从材质、针径到寿命全解析
- ICT治具与FCT治具的区别:选对测试方案,产线效率翻倍
- 解决波峰焊连锡问题:过锡炉治具设计与过炉方向的关键作用
- SMT载具、贴片治具、过炉治具载具管理方法
- 王氏天茂生产品质管理办法
- 过炉治具粘锡一般主要是铝合金材料制作的才会粘锡
- 过炉治具设计跟一般的机械设计不一样
最新资讯文章
-
{$cntrLastArticle$}
您的浏览历史




 粤公网安备 44030602005511号
粤公网安备 44030602005511号