


过锡炉治具材料选择全解析:从主流合成石到高端钛合金
(1).jpg)
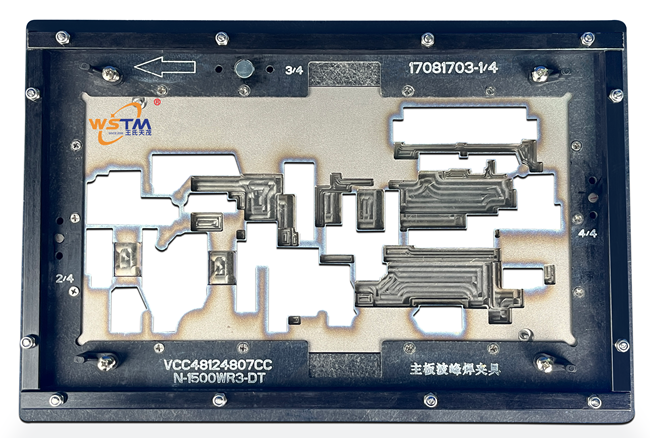
过锡炉治具(又称过炉载具)是在回流焊或波峰焊过程中支撑和保护PCB板的专用工具。它不仅要防止基板在高温下变形,还要保护表面贴装元件免受锡液污染。在治具设计与定制中,材料选择是决定焊接良率和治具使用寿命的第一道关卡。
过锡炉治具的常用材料包括:合成石(碳纤维板)、玻纤板(FR4)、铝合金、钛合金、不锈钢、石无铅材料、电木等。其中,合成石是目前行业应用最广泛的主流选择,钛合金则作为高端遮蔽件材料在特殊场景下使用。
.jpg)
核心优势:
· 耐高温性:国产合成石可耐温达350℃,进口合成石可达380℃,短时间耐温可达385℃。
· 尺寸稳定性:热膨胀系数极低,长时间使用后仍能保持尺寸稳定和平坦。
· 低导热性:热传导率仅约0.25W/m.K,可确保PCB上热量均匀分布,保护热敏感元件。
· 防静电:材料本身具备防静电性能(10?-10? Ω·cm)。
· 耐腐蚀:合成树脂成分可有效阻隔助焊剂活性,防止锡尖产生。
· 使用寿命:可重复使用5000至30000次(视设计工艺而定)。
注意事项:合成石材料在长期高温循环下仍可能因树脂释放内应力而产生微变形,这是其技术短板所在。
核心优势:
· 超高耐温:最高工作温度可达550℃,短期峰值可达600℃,远超波峰焊的250-300℃典型温度。
· 极耐腐蚀:在高温下表面形成致密氧化膜,不被进一步氧化,对助焊剂和清洗剂具有极高抗蚀性。
· 不粘锡:天然防锡液附着特性,无需额外涂层。
· 高强度轻量化:强度与普通碳钢相近,疲劳强度和抗裂纹扩展能力好。
注意事项:钛合金价格较为昂贵,加工困难,因此通常仅用于遮蔽片等关键部位而非整板治具。
.jpg)
核心优势:
· 强度高:7075系列拉伸强度572MPa,屈服强度503MPa,硬度150HB。
· 尺寸稳定性极佳:几乎不受回流焊高温影响,可长期保持精度不变。
· 使用寿命长:正常使用下可达数万甚至数十万次过炉,可视为“固定资产”。
· 可修复:物理损伤后可补焊重磨。
注意事项:
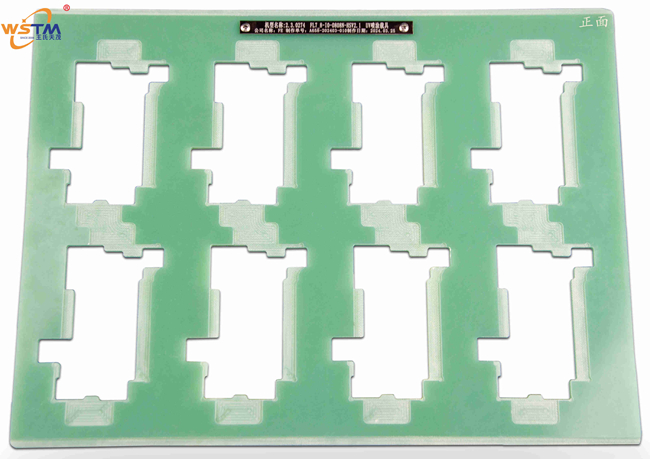
核心优势:成本低廉、平整度好、绝缘性佳,150℃下仍具有较好机械强度,可耐300℃高温。
注意事项:长期使用后易分层,不耐强酸强碱,无铅焊锡环境下不太适用,寿命相对较短。
.jpg)
核心优势:耐温高达305℃(短时),热膨胀系数比传统合成石更低,长期使用不翘曲、不分层;材料整体防静电,效果不因磨损衰减。
(1).jpg)
|
材料
|
长期耐温
|
短期耐温峰值
|
防静电
|
不粘锡特性
|
使用寿命
|
相对成本
|
|
国产合成石
|
~350℃
|
385℃
|
?
|
?
|
5000-30000次
|
中
|
|
进口合成石
|
~380℃
|
385℃
|
?
|
?
|
5000-30000次
|
较高
|
|
钛合金
|
~550℃
|
600℃
|
—
|
?
|
极长
|
高
|
|
铝合金(经涂层)
|
~260℃(长期使用建议≤250℃)
|
—
|
—
|
需涂层
|
数万次+
|
中高
|
|
玻纤板(FR4)
|
~300℃
|
—
|
可选
|
?
|
5000-10000次
|
低
|
|
石无铅
|
~305℃
|
305℃
|
?
|
?
|
长
|
中高
|
|
电木
|
~260℃
|
—
|
—
|
—
|
短
|
低
|
推荐:合成石(国产/进口)
推荐:10mm高密度合成石 + 钛合金轨道边复合结构
推荐:钛合金遮蔽件
推荐:玻纤板或电木
推荐:铝合金(经涂层)
推荐:云母板或进口合成石
当前行业趋势已从单一材料走向复合材料结构设计:
· “10mm合成石 + 钛合金轨道边 + 316不锈钢挡锡条”复合结构:热变形量可控制在0.1mm(行业平均0.5mm),焊接良率提升至99.5%以上。
· “合成石主体 + 航空铝加固条”:大尺寸PCB增强支撑强度的经典方案。
· “钛合金遮蔽片 + 不锈钢定位销”:关键功能部件按需选择材料,实现成本与性能的最优平衡。
过锡炉治具的材料选择,本质上是**“在耐温性、尺寸稳定性、防粘锡能力、使用寿命和成本之间找到最优平衡点”**。耐温性是底线要求——所有材料必须能承受260℃以上的持续高温。在此基础上:
· 90%的常规场景,合成石是最均衡的选择;
· 新能源大尺寸PCBA,复合结构是方向;
· 高频接触锡液的部件,钛合金是不二之选;
· 追求极致寿命的场景,铝合金值得投资。
王 氏 天 茂(WSTM)深耕电子工业设备领域二十年,拥有“材料-结构-工艺”三位一体的定制化能力。我们可根据您的具体PCB产品和生产工艺,提供从材料选型咨询到复合结构设计的全流程ODM服务。如需获取专业的过炉治具材料选型建议,欢迎联系我们。
.jpg)
深圳市王氏天茂科技有限公司
公司电话:0755-26016267 13828875842(微信同号)
公司邮箱:sales@wstm88.com
同类文章排行
- 治具维修保养方法:延长寿命、保障精度的实用指南
- 从需求到交付:电子制造业工装治具设计的全流程与关键要点
- 治具如何与机器人配合?自动化产线中的“手眼协同”之道
- PCBA功能测试治具怎么设计?从0到1的设计全流程
- 测试治具定制流程:从Gerber到交样,一文讲透
- 手动VS气动VS自动化:不同产能下测试治具怎么选?
- 测试治具误报率高?可能是这3个细节没做好
- 气密性测试治具设计要点:如何做到0漏测?
- PCBA测试治具探针怎么选?从材质、针径到寿命全解析
- ICT治具与FCT治具的区别:选对测试方案,产线效率翻倍
最新资讯文章
-
{$cntrLastArticle$}
您的浏览历史




 粤公网安备 44030602005511号
粤公网安备 44030602005511号